
塑胶模具在我们生活当中的运用还是体现出来了一定层面的广度的,就是比如说有一些机床的这一方面的底座是需要用到他的,有一些这种工具或者是这种产品当中是有对于它的运用的,那么还有一些情况,比如说有的是这种机身的一方面的外壳这样的情况的话,那么这是比较这种大一些的这种应用的情况,那么还有一些小的,比如说有一些是这种螺丝,这种的话它也是会用到这个东西的。
那么塑胶模具还有比如说对于纽扣来说或者是对有一些这种家电的一方面的这种外壳来说的话,它多多少少就会呈现出对于它的一方面的应用的,所以说它就是说都是会有多多少少的一些存在着密切的这种关系的所以说这种模具方面的话他的形状从这个方面来看的话,也是从一定的层面上是决定了,这就是对这些产品的这些外形的这种角度,所以说作为模具的话,他在加工方面从质量的角度而言,或者是说他和这种精度的这个角度而言的话决定了一些,对于这样来说的话一些性质比如说就是说对于这样的这种产品的一方面的质量来说,还是有一定程度的这种决定性的,那么就是因为我们有这种不同的这种材质也是有非常多。
过大的间隙形成大卷曲和边缘撕裂的孔,使轮廓稍微突出,边缘很薄。间隙过小会产生轻微卷曲和大角度撕裂的带状物,从而产生或多或少垂直于材料表面的部分。理想的废料应具有合理的破碎角和均匀的亮带。这样可以将冲孔压力保持在小,并创建一个具有小毛刺的整洁圆孔。从这个角度来说,增加间隙来延长模具的寿命是以牺牲成品孔的质量为代价的。
塑胶模具塑性成形周期:
1)夹紧---模具关闭,产生高压
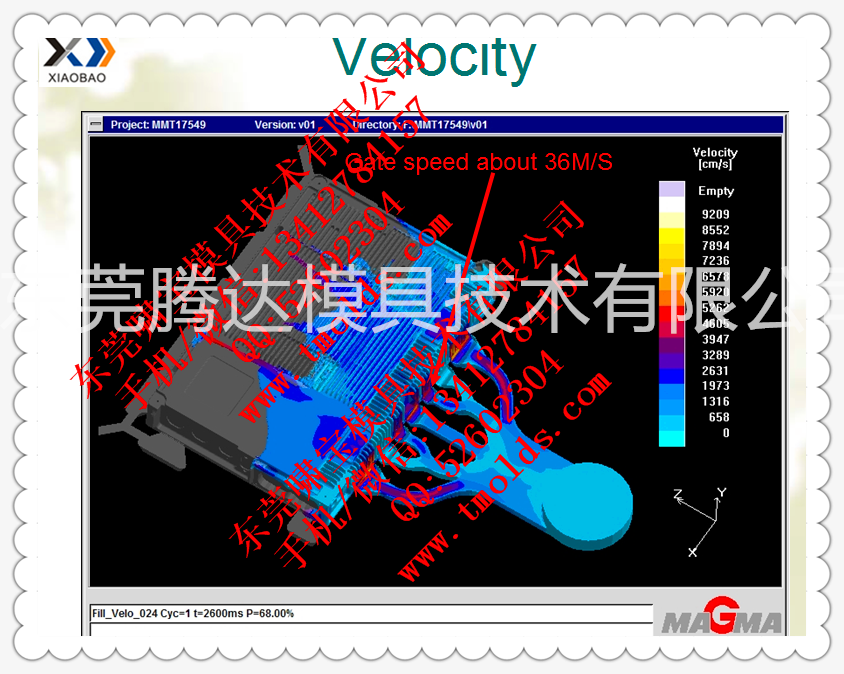
2)注射——将熔化的塑料以一定的速度、压力和计量注入空腔
3)保压——注射段结束后,仍以一定压力注射塑料
4)冷却——产品冷却成型的过程
5)储存材料——螺杆向后旋转,使一定量的原料塑化,以便下次注射。
6)打开模具-模具打开
7)弹射——产品冷却成型后发射
8)夹紧开始下一个循环